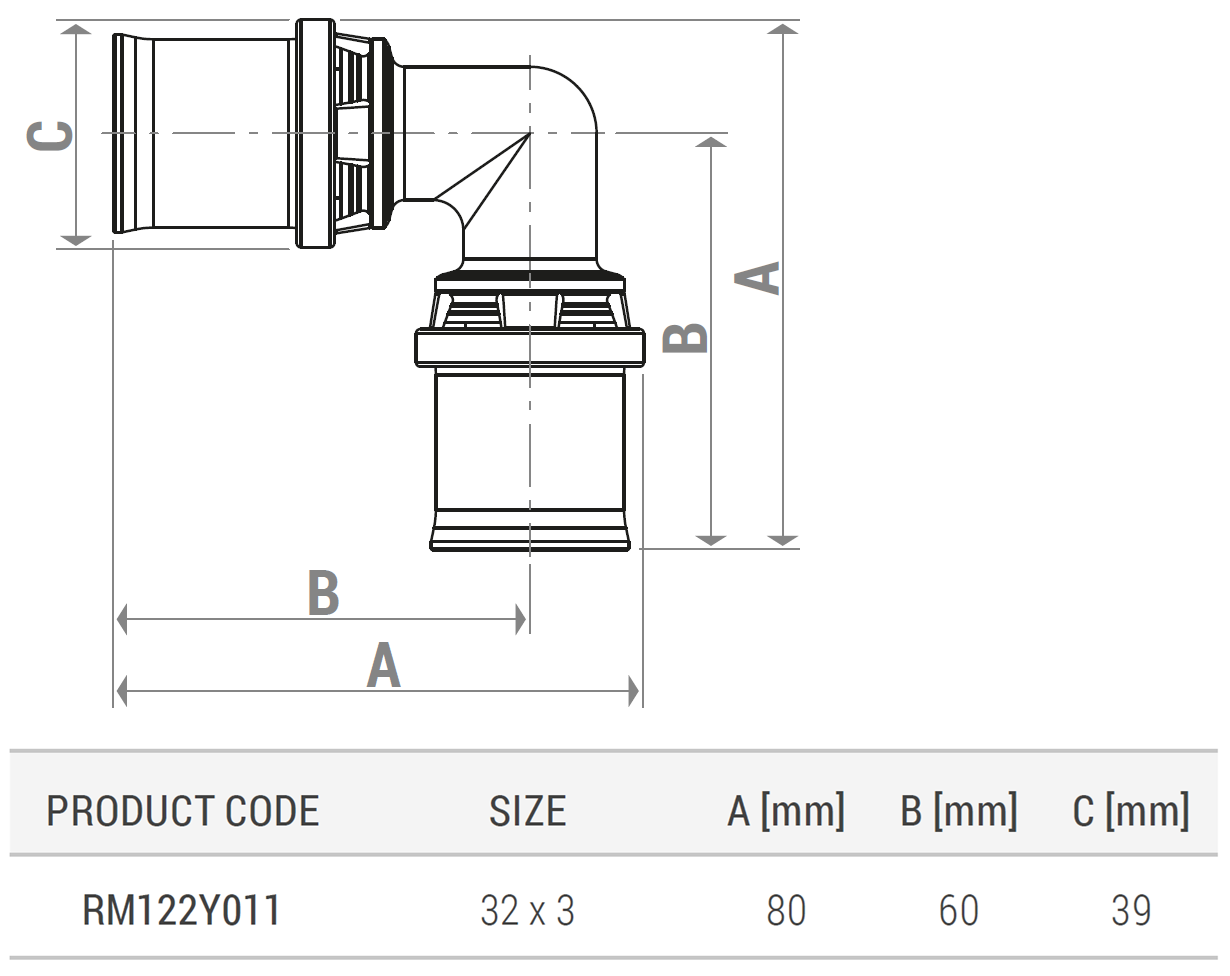
Cot din alama la 90°, cu sistem de presare, destinat pentru tevi multistrat sau din plastic, dimensiune 32x3 mm. Este utilizat in instalatii de incalzire, racire si alimentare cu apa rece sau calda, asigurand o conexiune sigura, etansa si durabila. Este compatibil cu sistemele de presare cu profil TH, H sau U, oferind flexibilitate la montaj si fiabilitate in timp.
Fitingul RM122Y011 este realizat din alama CW617N conform UNI EN 12165, cu manson de presare din otel inoxidabil AISI 304 si garnituri duble O-ring din EPDM negru (EN 681-1). Conexiunea este proiectata pentru a garanta o etansare perfecta si o fixare ferma a tevii in zona de presare.
Caracteristici tehnice:
-
Tip fiting: cot 90° cu sistem de presare
-
Dimensiune: 32 x 3 mm
-
Material corp: alama CW617N – EN 12165
-
Material manson: otel inoxidabil AISI 304
-
Garnituri: EPDM negru dublu O-ring (EN 681-1)
-
Profil de presare compatibil: TH, H, U
-
Domeniu de temperatura: 5°C – 110°C
-
Presiune maxima de lucru: 10 bari
-
Procent maxim glicol in amestec: 50%
-
Compatibil cu tevi multistrat conform ISO 21003
Caracteristici speciale:
-
Design unghiular la 90°, pentru schimbarea directiei traseului tevilor.
-
O-ring dublu pentru etansare sigura si durabila.
-
Manson din inox rezistent la coroziune si deformare.
-
Compatibil cu mai multe tipuri de clesti de presare.
-
Potrivit pentru instalatii sanitare, termice si de racire.
Avantaje:
-
Etansare perfecta fara utilizarea materialelor suplimentare.
-
Montaj rapid si sigur prin sistemul de presare.
-
Durabilitate mare si rezistenta la presiune.
-
Functionare fiabila in timp si pierderi minime de presiune.
Componente fitting :
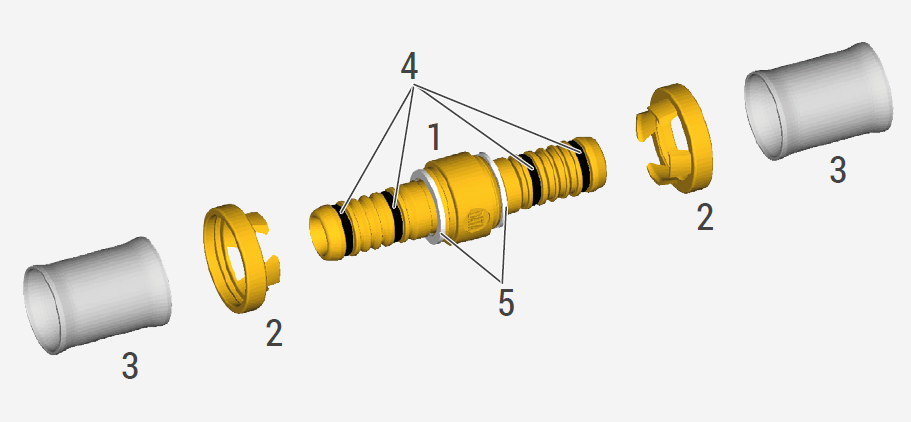
1. Corp din alama
2. Inel de fixare (Ø 75 si 90 mm cu separator izolant)
3. Bucsa
4. Garnitura O-Ring
5. Separator izolant (Ø 16 pana la 63 mm)
Instalare :
Recomandam respectarea instructiunilor de mai jos pentru a preveni deteriorarea elementelor de etansare hidraulica in timpul montajului si pentru a obtine o imbinare eficienta.
1. Taie teava perpendicular (90°) pe axul ei, folosind un cleste taietor (recomandam rotirea usoara a clestelui in timpul taierii) sau un dispozitiv de taiat tevi cu role, pentru a evita deformarea sectiunii.
2. O etansare corecta a fitingurilor mecanice prin presare se obtine doar daca teava si fitingul au acelasi diametru nominal si aceeasi grosime a peretelui.
Se recomanda verificarea dimensiunilor componentelor inainte de presare, pentru a evita asamblarile incorecte.
3. Debavureaza si calibreaza interiorul tevii folosind un instrument special (asigura-te ca dimensiunea instrumentului corespunde cu cea a tevii).
Lubrifiaza interiorul tevii cu un lubrifiant compatibil cu materialele si utilizarea sistemului.
4. Introdu teava complet in fiting; pozitia corecta a imbinarii poate fi verificata vizual prin fantele inelului de fixare. Profilul conic al bucsei faciliteaza introducerea tevii.
5. Pentru operatiunea de presare, foloseste o falca de aceeasi dimensiune cu fitingul si cu profil conform tabelului „Profile falci” de la pagina 2:
• deschide falcile si asigura-te ca nu exista resturi sau impuritati in interior inainte de introducerea fitingului;
• introduce fitingul in canelurile falcilor, aliniind corect profilele;
• porneste presarea si asteapta finalizarea completa pentru blocarea fitingului.
6. Evita apropierea de mecanismele in miscare in timpul acestei operatiuni pentru a preveni accidentele.
Verifica corectitudinea imbinarii observand inelul de fixare si pozitia tevii.
Aceasta este o operatiune unica – in cazul unei presari incorecte, teava trebuie taiata, iar pentru refacerea imbinarii este necesar un nou fiting.
Pentru o functionare corecta si de lunga durata a aparatului de presare, planifica revizii periodice si mentine falcile curate si lubrifiate in permanenta, pentru a evita solicitari anormale in timpul presarii care pot afecta durata de viata a mecanismului.

Dimensiuni :
![Cot alama 90 grade Giacomini RM122Y011, 32x3, fiting presare pentru teava multistrat [1]](https://gomagcdn.ro/domains3/brico.ro/files/product/original/286732.png "Cot alama 90 grade Giacomini RM122Y011, 32x3, fiting presare pentru teava multistrat [1]")
![Cot alama 90 grade Giacomini RM122Y011, 32x3, fiting presare pentru teava multistrat [2]](https://gomagcdn.ro/domains3/brico.ro/files/product/original/763866.png "Cot alama 90 grade Giacomini RM122Y011, 32x3, fiting presare pentru teava multistrat [2]")
![Cot alama 90 grade Giacomini RM122Y011, 32x3, fiting presare pentru teava multistrat [0]](https://gomagcdn.ro/domains3/brico.ro/files/product/medium/286732.png "Cot alama 90 grade Giacomini RM122Y011, 32x3, fiting presare pentru teava multistrat [0]")
![Cot alama 90 grade Giacomini RM122Y011, 32x3, fiting presare pentru teava multistrat [1]](https://gomagcdn.ro/domains3/brico.ro/files/product/medium/763866.png "Cot alama 90 grade Giacomini RM122Y011, 32x3, fiting presare pentru teava multistrat [1]")














