Racord drept de presare (multi-jaw) Giacomini RM102Y011, compatibil cu tevi multistrat sau din plastic Ø32 x 3 mm. Este destinat instalatiilor de incalzire, racire si distributie a apei menajere, asigurand o imbinare sigura, etansa si durabila.
Fitingul este realizat din alama CW617N conform UNI EN 12165, prevazut cu bucsa de compresie din inox AISI 304 si doua garnituri O-ring din EPDM negru, conforme EN 681-1. Se monteaza prin presare mecanica, fiind compatibil cu profilele TH, H si U.
Caracteristici tehnice:
-
Tip fiting: racord drept de presare
-
Dimensiune: Ø32 x 3 mm
-
Material corp: alama CW617N conform UNI EN 12165
-
Material bucsa: inox AISI 304
-
Garnituri: O-ring EPDM negru, dublu, conform EN 681-1
-
Presiune maxima de lucru: 10 bari
-
Temperatura de lucru: 5°C – 110°C
-
Continut maxim de glicol in amestec: 50%
-
Profile de presare compatibile: TH, H, U
-
Domeniu de utilizare: instalatii de incalzire, racire si apa menajera
Caracteristici speciale:
-
Sistem de presare universal multi-jaw (TH – H – U).
-
Bucsa din inox pentru introducerea usoara a tevii.
-
Inel de control pentru verificarea vizuala a inserarii complete.
-
Etansare dubla cu O-ringuri EPDM pentru siguranta maxima.
-
Constructie robusta, rezistenta la presiune si coroziune.
Avantaje:
-
Montaj rapid si sigur fara lipire.
-
Etansare perfecta si rezistenta la variatii termice.
-
Durabilitate mare si intretinere minima.
-
Compatibil cu tevi multistrat conform ISO 21003.
Componente fitting :
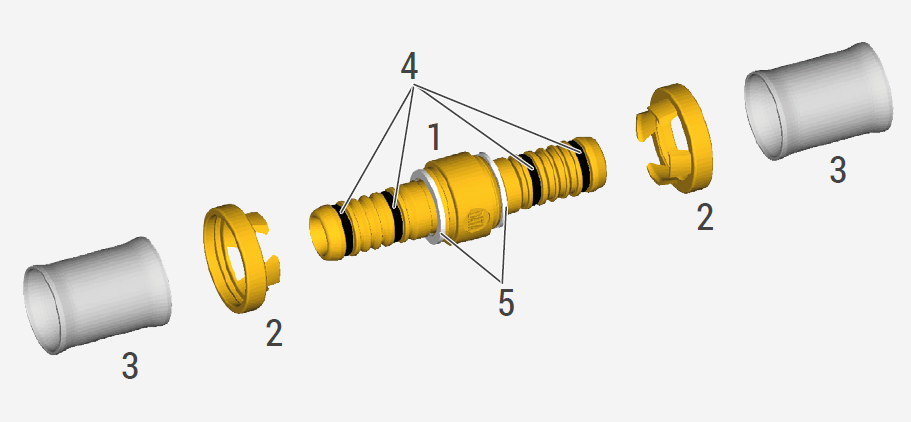
1. Corp din alama
2. Inel de fixare (Ø 75 si 90 mm cu separator izolant)
3. Bucsa
4. Garnitura O-Ring
5. Separator izolant (Ø 16 pana la 63 mm)
Instalare :
Recomandam respectarea instructiunilor de mai jos pentru a preveni deteriorarea elementelor de etansare hidraulica in timpul montajului si pentru a obtine o imbinare eficienta.
1. Taie teava perpendicular (90°) pe axul ei, folosind un cleste taietor (recomandam rotirea usoara a clestelui in timpul taierii) sau un dispozitiv de taiat tevi cu role, pentru a evita deformarea sectiunii.
2. O etansare corecta a fitingurilor mecanice prin presare se obtine doar daca teava si fitingul au acelasi diametru nominal si aceeasi grosime a peretelui.
Se recomanda verificarea dimensiunilor componentelor inainte de presare, pentru a evita asamblarile incorecte.
3. Debavureaza si calibreaza interiorul tevii folosind un instrument special (asigura-te ca dimensiunea instrumentului corespunde cu cea a tevii).
Lubrifiaza interiorul tevii cu un lubrifiant compatibil cu materialele si utilizarea sistemului.
4. Introdu teava complet in fiting; pozitia corecta a imbinarii poate fi verificata vizual prin fantele inelului de fixare. Profilul conic al bucsei faciliteaza introducerea tevii.
5. Pentru operatiunea de presare, foloseste o falca de aceeasi dimensiune cu fitingul si cu profil conform tabelului „Profile falci” de la pagina 2:
• deschide falcile si asigura-te ca nu exista resturi sau impuritati in interior inainte de introducerea fitingului;
• introduce fitingul in canelurile falcilor, aliniind corect profilele;
• porneste presarea si asteapta finalizarea completa pentru blocarea fitingului.
6. Evita apropierea de mecanismele in miscare in timpul acestei operatiuni pentru a preveni accidentele.
Verifica corectitudinea imbinarii observand inelul de fixare si pozitia tevii.
Aceasta este o operatiune unica – in cazul unei presari incorecte, teava trebuie taiata, iar pentru refacerea imbinarii este necesar un nou fiting.
Pentru o functionare corecta si de lunga durata a aparatului de presare, planifica revizii periodice si mentine falcile curate si lubrifiate in permanenta, pentru a evita solicitari anormale in timpul presarii care pot afecta durata de viata a mecanismului.

Dimensiuni :

![Racord drept de presare Giacomini RM102Y011, diametru 32 x 3 mm, pentru teava multistrat, alama [1]](https://gomagcdn.ro/domains3/brico.ro/files/product/original/racord-drept-de-presare-giacomini-rm102y011-diametru-32-x-3-mm-pentru-teava-multistrat-alama-667887.jpg "Racord drept de presare Giacomini RM102Y011, diametru 32 x 3 mm, pentru teava multistrat, alama [1]")
![Racord drept de presare Giacomini RM102Y011, diametru 32 x 3 mm, pentru teava multistrat, alama [2]](https://gomagcdn.ro/domains3/brico.ro/files/product/original/racord-drept-de-presare-giacomini-rm102y011-diametru-32-x-3-mm-pentru-teava-multistrat-alama-652066.png "Racord drept de presare Giacomini RM102Y011, diametru 32 x 3 mm, pentru teava multistrat, alama [2]")
![Racord drept de presare Giacomini RM102Y011, diametru 32 x 3 mm, pentru teava multistrat, alama [0]](https://gomagcdn.ro/domains3/brico.ro/files/product/medium/racord-drept-de-presare-giacomini-rm102y011-diametru-32-x-3-mm-pentru-teava-multistrat-alama-667887.jpg "Racord drept de presare Giacomini RM102Y011, diametru 32 x 3 mm, pentru teava multistrat, alama [0]")
![Racord drept de presare Giacomini RM102Y011, diametru 32 x 3 mm, pentru teava multistrat, alama [1]](https://gomagcdn.ro/domains3/brico.ro/files/product/medium/racord-drept-de-presare-giacomini-rm102y011-diametru-32-x-3-mm-pentru-teava-multistrat-alama-652066.png "Racord drept de presare Giacomini RM102Y011, diametru 32 x 3 mm, pentru teava multistrat, alama [1]")














